FALL 2014 | MARINE TECHNICIAN TODAY
21
wide range and you get what you pay for. Additives are selected
to support the final product and vary for motor oils, gear oils
and transmission oils. These different applications require the
oils to function in specific ways to provide lubrication for the
specific application.
API Classification
It has been said, “If you don’t know where you’re going, you
probably won’t get there.” When formulating lubricating oils, this
is more a law than a quaint phrase. It is imperative to know the
required functions and performance of the finished oil prior to
starting the design. The API (American Petroleum Institute) forms a
committee to collect the requirements from the Original Equipment
Manufacturers such as General Motors, Ford, Toyota, and Cummins,
etc. Then the OEMs and the major oil companies hammer out
the specific lubricating properties for a proposed classification.
A series of performance tests are selected or developed and
certified by the ASTM (American Society for Testing Materials) for
qualifying prospective oils that meet the classification standards.
Following this, the oil manufacturing company can begin to develop
formulations of finished lubricating oils for testing to ensure they
meet the latest API classifications.
NMMA Classification
In addition to the API classification, oils formulated for use in
water craft are classified by the National Marine Manufacturers
Association. Marine engine oils are formulated to meet the high
stress conditions of continuous high RPMs and heavy loads
associated with marine propulsion. Additionally, marine applications
require rust and corrosion inhibitors be added to enhance anti-
corrosion/rust performance. Marine oils are formulated different
than auto oils for good reasons, and using auto oil for your marine
engine is a serious error.
Blending the Finished Oils
Blending lubricating oils is part science and part art. Experience is
as important as hard chemistry. The results one might expect for a
given chemical equation are not always exactly what you experience
with the finished product under real-world evaluation. Field trials
are sometimes the only reliable tests to determine how a particular
formula performs. Because of this, most companies begin in the
lab with expected concentrations of additives and perform the
required certification tests. The results of the lab tests help make
adjustments to the additives and maybe the base stock as well. The
level of quality demanded by the manufacturer will determine how
much time is spent trying to achieve the best balance with regard
to additives. The quality and type of base stock oil will affect how
much of a particular additive must be used to overcome a weakness
in the base stock oil. For example, petroleum oils are particularly
susceptible to oxidation and require oxygen stabilizers whereas
synthetic PAOs resist oxidation naturally and require minimal
oxygen stabilizers.
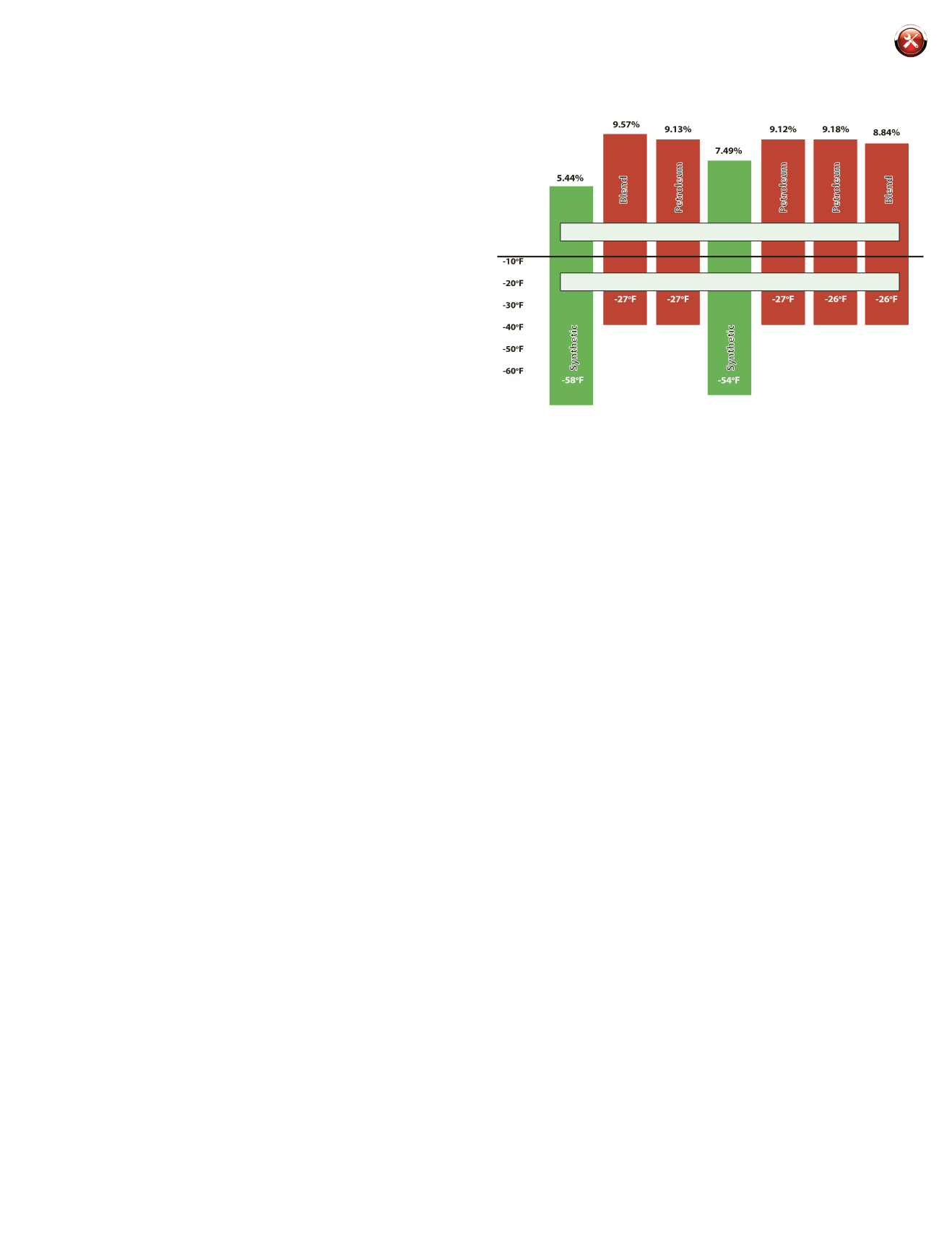
As you can see by the upper half of the graphic (Figure One),
synthetics are much less volatile than petroleum oils. Uniform
molecular structure reduces the evaporation of lightweight
molecules, enhancing the synthetic oil’s ability to endure elevated
temperatures without thickening. On the other hand, the purity of
the synthetic base oils – contaminates such as wax are eliminated
– allows for significantly lower pour points and, in turn, easier
starting in cold weather conditions (lower half, Figure One).
Once the correct blend of additives and base stock oils is
determined and all lab tests and selected field trials are complete,
mass production begins. Oils are blended in various size tanks and
mixed to ensure uniform concentrations. The quality employed by
the blending team is directly reflected in the consistency of the
finished product. Samples are drawn and compared to required
chemistry to ensure the blend is acceptable and that the containers
are filled with oil meeting the specifications on the label. Quality
varies within the industry. Every year, spot testing around the
country reveals oils that do not meet the standards proclaimed on
the label of the container.
It is a shame these reports of failed spot checks are not published
for the public to see. Companies are sometimes fined, but it
would be nearly impossible to find any paper trail of these fines.
Remember, you usually get what you pay for.
You may have heard the statement, “Oil is Oil; there’s really
no difference. It doesn’t wear out; it just gets dirty.” Hopefully,
these articles have helped you to see this statement as a silly
oversimplification of the actual complexity of lubricating oils. Next
time, I will shift gears and compare petroleum-based oils with
synthetic based oils. We will investigate when it makes sense to
use one or the other of these oils.
For questions or comments contact Dan Watson, Certified Lubrication
Specialists STLE, at the following:
800-370-2986 or
MANAGEMENT TIPS
S
.
Not all oils are created equally. The above chart shows the performance of seven
motor oils in two categories: oil evaporation expressed in percentage and pour
point expressed in degrees Fahrenheit. The two better performers (green) relative
to the others are synthetics; the second from the left, the poorest performer listed,
is a synthetic blend – as is the oil furthest to the right.
Comparing Motor Oils: Petroleum, Synthetic and Blends
(Figure One)
Evaporation / Volitility (ASTM D-5800)
Pour Point (ASTM D-97)
10%
8%
6%
4%
2%


